測定機器

歯車の測定機器
お客様から支給していただいた図面には使用用途により様々な形状や精度要求があり、色々な種類の測定機器を使用して測定を行っています。
歯車の重要な部位である歯の精度は、ほぼ決められた測定機器で測定が可能ですが、その他の部位については形状や要求精度により、より最適な測定機器を選択する必要があります。
歯車の重要な部位である歯の精度は、ほぼ決められた測定機器で測定が可能ですが、その他の部位については形状や要求精度により、より最適な測定機器を選択する必要があります。
弊社で使用している測定部位毎の測定機器(例)
●跨ぎ歯厚・・・歯厚マイクロメータ
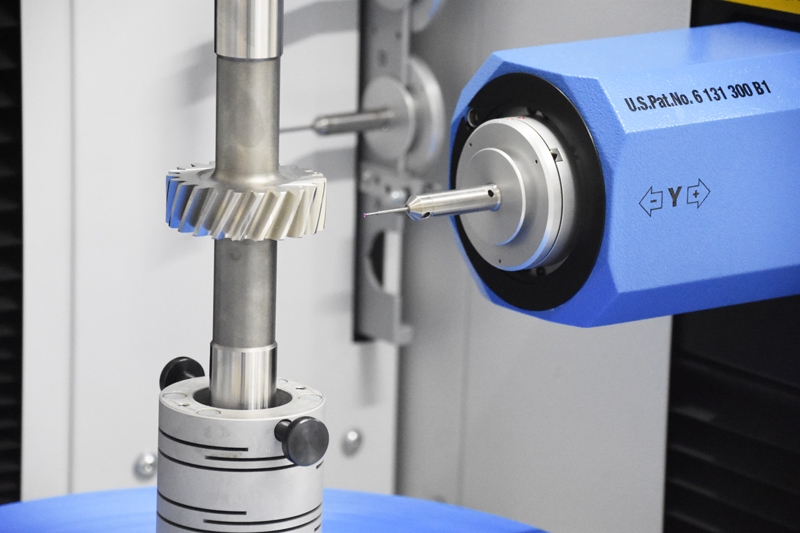
●歯形・歯筋・ピッチ・・・歯車試験機
●歯溝の振れ・・・歯車試験機・偏心検査器(歯溝の振れ測定アタッチメント付)
●外径・・・ノギス・外側マイクロメータ・スナップメータ
●内径・・・ノギス・シリンダーゲージ・三点マイクロメータ
●穴の位置・・・三次元測定機・ピッチノギス
その他色々な測定機器を使用して測定を行いますが、弊社では初工程となる旋盤加工から最終工程の歯面研削工程において、歯車試験機の様な検査装置からダイヤルゲージまで約70種類の測定機器を所有し、各製造工程やワークの形状により、最適な測定機器を選択して正確な測定を行っています。
歯車の測定方法
お客様から支給していただいた図面には平歯車やハスバ歯車等、数種類の歯車がありますが、単に平歯車といってもシンプルな円柱状の物から、凹凸のある複雑な物まで様々な形状があります。さらに部位により公差幅も1mm単位から1/1000mm単位まで、使用用途によっては高精度が求められます。
歯車の使用目的によって形状や精度が異なるため、それを生産していく各製造工程においては安定した品質の作り込みや評価が行える様に最適な測定機器を検討して選定します。
歯車で重要な歯車精度(歯形・歯スジ・単一ピッチ・隣接ピッチ・累積ピッチ・歯溝の振れ)の測定方法として、現在は自動の歯車試験機を使用してスピーディーかつ安定した測定値が得られますが、昔は手動の試験機で1歯1歯測定子を当てて測定を行い、記録紙に付着したインクの位置を目視で確認して数値を読み取っていた為、人による誤差も大きかったと聞いています。
歯車の跨ぎ歯厚を測定するには歯厚マイクロメータ、軸部の径やその他外径、歯幅を測定するには外測マイクロメータやノギスを使用する等、現在でも歯車を測定する際の測定方法や測定具の大半が手動によるものであり、工程内での測定や完成検査など複数の人が携わるため、いかに作業者、検査員の測定誤差を最小限に抑えるかも重要となってきます。
各製造工程では同じ部位を加工し続けるので、決められた測定機器を使用して安定した評価を得られる技量が必要となります。お客様に納品前の品質を保証する完成品検査においては、全ての測定部位を決められた方法で速く正確に測定を行う事も検査員の技量ですが、測定困難な部位、又は限られた測定機器の中で、そこにある測定機器を応用して測定方法を検討しながら正確に測る事が出来る技量も必要となります。
歯車の使用目的によって形状や精度が異なるため、それを生産していく各製造工程においては安定した品質の作り込みや評価が行える様に最適な測定機器を検討して選定します。
歯車で重要な歯車精度(歯形・歯スジ・単一ピッチ・隣接ピッチ・累積ピッチ・歯溝の振れ)の測定方法として、現在は自動の歯車試験機を使用してスピーディーかつ安定した測定値が得られますが、昔は手動の試験機で1歯1歯測定子を当てて測定を行い、記録紙に付着したインクの位置を目視で確認して数値を読み取っていた為、人による誤差も大きかったと聞いています。
歯車の跨ぎ歯厚を測定するには歯厚マイクロメータ、軸部の径やその他外径、歯幅を測定するには外測マイクロメータやノギスを使用する等、現在でも歯車を測定する際の測定方法や測定具の大半が手動によるものであり、工程内での測定や完成検査など複数の人が携わるため、いかに作業者、検査員の測定誤差を最小限に抑えるかも重要となってきます。
各製造工程では同じ部位を加工し続けるので、決められた測定機器を使用して安定した評価を得られる技量が必要となります。お客様に納品前の品質を保証する完成品検査においては、全ての測定部位を決められた方法で速く正確に測定を行う事も検査員の技量ですが、測定困難な部位、又は限られた測定機器の中で、そこにある測定機器を応用して測定方法を検討しながら正確に測る事が出来る技量も必要となります。
| 機械名 | メーカー及び形式 | 台数 | 対応径 | モジュール |
|---|---|---|---|---|
| 歯車試験機 | クリンゲルンベルグ P40 | 1 | φ400~5m | 0.2-15 |
| 東京テクニカル TTi-800E・TTi-600H・TTi-300R 他 | 18 | φ800~5 | m0.2-12.0 | |
| 大阪精密機械 CLP35S | 1 | φ350~5 | m0.4-20.0 | |
| 噛み合い試験機 | 東京テクニカル TF100NC・TF40NC | 7 | ||
| 三次元測定機 | ミツトヨ CRYSTA-ApexS9166 | 1 | 850×1000×600 | |
| 形状測定器 | ミツトヨ FTA-W4C3000 他 | 1 | 100×40 | |
| 粗さ試験機 | ミツトヨ SV-3100S4 他 | 2 | 290×190×107 | |
| 硬度計 | ミツトヨ AAV-501 他 | 4 | ||
| 真円度円筒形状測定器 | ミツトヨ RA2200AS 他 | 2 |
Gallery